
Sommaire
On connaît tous ce moment. Vous êtes à l'établi, confiant, vous appuyez sur la gâchette de la perceuse et… rien. Enfin si, un bruit suraigu insupportable et une odeur de métal brûlé. Vous venez probablement de tuer votre foret, alors que votre pièce d'acier, elle, n'a pas la moindre égratignure.
Si vous tentez de percer une lame de couteau, un roulement à billes ou une vieille lime, la force brute ne servira à rien. Ce n'est pas une question de muscle, mais de physique pure. L'acier trempé est conçu pour résister à l'abrasion. Pour gagner ce combat, il faut arrêter de s'acharner et changer radicalement d'approche.
Pour percer de l'acier trempé, utilisez impérativement un foret en carbure monobloc ou un foret à béton avec pastille carbure réaffutée (angle négatif). Les forets HSS ou Cobalt sont inefficaces. Le perçage doit s'effectuer à vitesse moyenne, avec une forte pression constante et une lubrification abondante pour éviter la surchauffe.
Pourquoi votre foret classique échoue lamentablement
Pour comprendre pourquoi votre foret HSS (High Speed Steel) patine, il faut regarder du côté de l'échelle de dureté Rockwell C (HRC). C'est l'unité de mesure qui définit la résistance d'un métal à la pénétration.
Le problème est mathématique :
- Un foret HSS standard affiche une dureté d'environ 62-64 HRC.
- L'acier trempé (comme une cage de roulement) navigue souvent entre 60 et 65 HRC.
En usinage, la règle est impitoyable : l'outil doit être nettement plus dur que la matière qu'il attaque. Ici, le match est trop serré. C'est comme essayer de rayer un diamant avec du verre. Le verre s'use, chauffe et casse, tandis que le diamant rigole. Quand votre foret glisse, la friction génère une chaleur telle qu'elle « détrempe » le foret (le rendant mou) tout en durcissant parfois la surface de la pièce.
Le comparatif : arrêtez d'acheter n'importe quoi
Oubliez les promesses marketing des rayons bricolage. J'ai testé à peu près tout ce qui se vend, et voici la réalité du terrain :
| Type de Foret | Efficacité sur Trempé (>60 HRC) | Le verdict |
|---|---|---|
| HSS (Acier Rapide) | Nulle (0/5) | À bannir. Il brûlera instantanément. Gardez-le pour le bois ou l'acier doux. |
| Cobalt (5-8%) | Médiocre (1/5) | Ça passe sur l'inox, mais ça échoue sur du vrai trempé dur. Vous allez juste l'abîmer. |
| Carbure Monobloc (VHM) | Excellente (5/5) | La voie royale. Coupe nette, mais casse comme du verre au moindre faux mouvement. |
| Foret Béton (Pastille) | Bonne (4/5) | L'astuce "Système D". Demande un réaffûtage spécifique, mais sauve la mise pour pas cher. |

Technique 1 : Le foret Carbure Monobloc (La méthode Pro)
C'est la méthode que je privilégie pour un travail propre. Les usineurs ne jurent que par ça. Le carbure de tungstène est infiniment plus dur que l'acier trempé. Mais attention, ce matériau a un talon d'Achille : il n'a aucune souplesse.
Si vous percez à la volée avec une perceuse sans fil, vous avez 90 % de chances d'exploser le foret dès qu'il mordra la matière.
Pour réussir, la rigidité est votre meilleure alliée. L'idéal est d'utiliser une perceuse à colonne avec la pièce fermement bridée dans un étau. Le moindre tremblement ou la moindre flexion latérale pulvérisera les arêtes de coupe du carbure.
Concernant les réglages, oubliez le réflexe de tourner au ralenti. Il faut adopter une vitesse de rotation moyenne à élevée. Mais le secret réside surtout dans l'avance : maintenez une pression constante et ferme. Le foret doit « mordre » la matière en continu. Si vous êtes trop timide sur la pression, l'outil va glisser et s'user prématurément.
Enfin, ne négligez pas la chimie. Une vraie huile de coupe (ou de l'huile soluble) est indispensable pour évacuer les copeaux et limiter les chocs thermiques. Le WD40 classique s'évapore trop vite ; il ne sert pas à grand-chose ici.
Si le foret "chante" (sifflement aigu), c'est souvent que la vitesse est trop élevée ou que la pression est insuffisante. N'ayez pas peur d'appuyer, le carbure aime travailler sous contrainte.
Technique 2 : L'astuce du foret béton (La méthode "Système D")
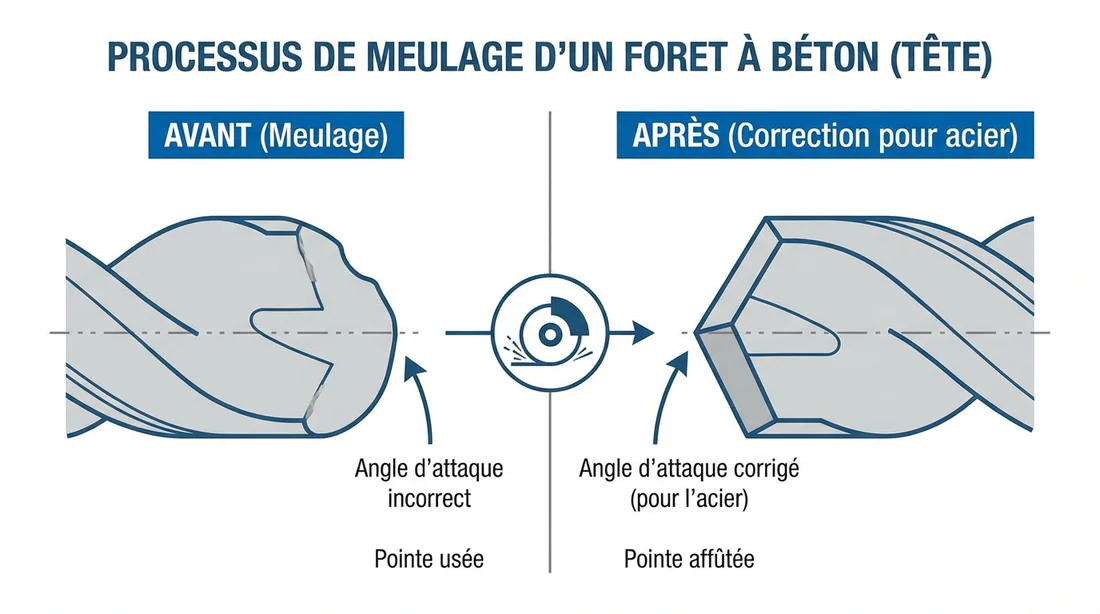
Vous n'avez pas envie d'investir 30 € dans un foret fragile de 4 mm ? Je vous comprends. Cette méthode est pour vous. Les forets de maçonnerie possèdent une pastille carbure à leur extrémité. Le souci, c'est que leur angle est taillé pour pilonner la pierre, pas pour trancher le métal.
On va donc détourner cet outil.
L'affûtage est l'étape que vous ne pouvez pas sauter. Il faut modifier l'angle d'attaque de la pastille avec une meule (idéalement une meule diamant ou une verte au carbure de silicium). Votre objectif est de créer un angle de dépouille négatif. En clair, meulez les faces de la pastille pour les rendre tranchantes, mais en gardant un profil robuste, moins aiguisé qu'un foret à bois.
Soyons honnêtes, c'est une méthode brutale. Le perçage va générer beaucoup de chaleur et le foret peut virer au rouge. C'est normal pour cette technique « sauvage ». Il faudra appuyer très fort. Le trou sera moins précis qu'avec un foret VHM et la finition plus rugueuse, mais vous traverserez la matière pour quelques euros seulement.
Technique 3 : Le recuit localisé (La méthode thermique)
Si on ne peut pas vaincre la dureté de l'acier, autant la supprimer. Cette technique consiste à ramollir l'acier (le détremper), mais uniquement à l'endroit précis où vous devez percer.
Marquez votre point de perçage, puis chauffez cette zone précise au chalumeau jusqu'au « rouge cerise ».
C'est là que tout se joue : le refroidissement. L'erreur classique est de plonger la pièce dans l'eau. Ne faites surtout pas ça ! Vous retremperiez l'acier immédiatement, le rendant aussi dur qu'avant. Pour réussir un recuit, il faut que la température descende le plus lentement possible.
Enterrez la zone chauffée dans un isolant comme de la cendre de bois, du sable sec ou de la vermiculite. Laissez la pièce refroidir tranquillement pendant plusieurs heures. Une fois froide, la structure moléculaire de l'acier sera redevenue tendre à cet endroit. Vous pourrez alors le percer avec un bête foret HSS ou Cobalt sans le moindre effort.
Les mythes et les vrais dangers
Internet est rempli de conseils douteux qui peuvent vous coûter un œil. Faisons un peu de ménage.
Je lis encore sur certains forums que l'ail ou le jus d'oignon aiderait à percer l'acier dur. C'est faux. Chimiquement, cela n'a aucun impact sur la structure cristalline de l'acier trempé. C'est un lubrifiant médiocre qui va juste empester votre atelier. Restez sur l'huile de coupe, c'est fait pour ça.
Méfiez-vous aussi du perçage par friction pure, qui consiste à faire tourner un foret émoussé jusqu'à ce que le métal fonde. C'est risqué. La chaleur incontrôlée se propage et peut ruiner le traitement thermique de toute votre pièce. Votre belle lame de couteau deviendra molle bien au-delà du trou.
⚠️ Un mot sur la sécurité (et je suis sérieux) :
Le carbure ne plie pas, il explose. En cas de blocage, le foret peut se briser en éclats tranchants comme des rasoirs, projetés à haute vitesse.
- Portez toujours des lunettes de protection, ou mieux, une visière complète.
- Ne portez jamais de gants amples avec une perceuse à colonne (le risque d'entraînement est réel).
FAQ
Peut-on percer de l'acier trempé avec du Cobalt ?
Honnêtement ? C'est très difficile. Les forets Cobalt (HSCO) sont superbes pour l'inox ou les aciers mi-durs (jusqu'à 40-45 HRC), mais ils souffrent énormément sur l'acier trempé (60+ HRC). Vous risquez surtout d'user votre foret pour rien.
Comment détremper de l'acier juste pour le percer ?
La méthode du recuit localisé est la plus fiable. Chauffez au rouge, puis isolez dans du sable ou de la cendre pour un refroidissement très lent. C'est la lenteur du retour à température ambiante qui adoucit l'acier.
Pourquoi mon foret ne perce pas et chauffe ?
Deux coupables possibles : soit l'acier est plus dur que votre outil (le duel HSS vs Acier Trempé), soit vous tournez trop vite. Une vitesse excessive brûle l'arête de coupe en quelques secondes. Une fois le coin arrondi, le foret ne coupe plus, il frotte.
Alors, quelle méthode allez-vous tester sur votre prochain projet ? Si vous avez une perceuse à colonne, foncez sur le carbure. Sinon, la méthode du foret béton reste une excellente école de la débrouille.